A Material Handling System refers to a set of equipment, machinery, and processes used for moving, transporting, storing, and managing materials within a factory or industrial environment. These systems play a crucial role in optimizing production and distribution processes and help improve efficiency while reducing transportation and labor costs.
Applications of Material Handling Systems
Automotive Industry
Petrochemical Industry
Food and Pharmaceutical Industries
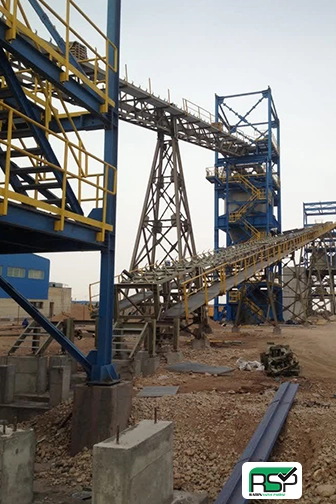
Mining and Metal Industries
Main Components of a Material Handling System
Conveyors: Used to transport materials continuously and in an organized manner along production lines. Conveyors come in various types, such as belt, chain, and roller conveyors.
Cranes and Hoists: These are used for lifting and moving heavy and bulky loads across different heights and distances within a facility.
Hoppers and Silos: Used for the temporary storage of materials and for automatically feeding materials into conveyors or production machines.
Material Handling Robots: In advanced systems, automated robots are used to move materials accurately and efficiently within production lines.
Palletizing and Pallet Handling Systems: Designed for handling large and bulky loads such as palletized goods, typically moved using forklifts or automated pallet systems.
Control and Automation Systems: Modern systems incorporate automation and control technologies to monitor and manage the material handling process, ensuring precise and synchronized movement of materials.
Fabrication and installation of material handling systems
The design and installation of a material handling system involves several stages, aimed at improving the movement, storage, control, and protection of materials throughout the industrial process. Key Steps Include:
Design and Planning: Project needs are assessed and an appropriate material handling system is designed. This includes selecting equipment like conveyors, elevators, cranes, and other handling tools.
Equipment Selection: Based on material type (powder, granules, solid, or liquid) and project requirements, suitable equipment is selected, such as conveyors, hoppers, palletizing systems, and automated handling devices.
Manufacturing and Assembly: Equipment may be fabricated in specialized workshops, involving welding, assembly, and quality testing.
Installation: Fabricated components are transported to the project site, where physical installation and integration with electrical and control systems take place.
Testing and Commissioning: Once installed, all material handling systems are tested to ensure correct operation of all components.
Training and Operation: Upon successful commissioning, operating teams receive the necessary training, and the system enters full operational use.
Material Handling Systems by Rabin Sazeh Pardaz
Material handling systems are essential for optimizing internal logistics and increasing production efficiency, making accurate design and execution critically important.
Rabin Sazeh Pardaz is fully equipped to manage every stage of your material handling system implementation—from design to execution—with the highest quality, on schedule, and at the lowest possible cost.